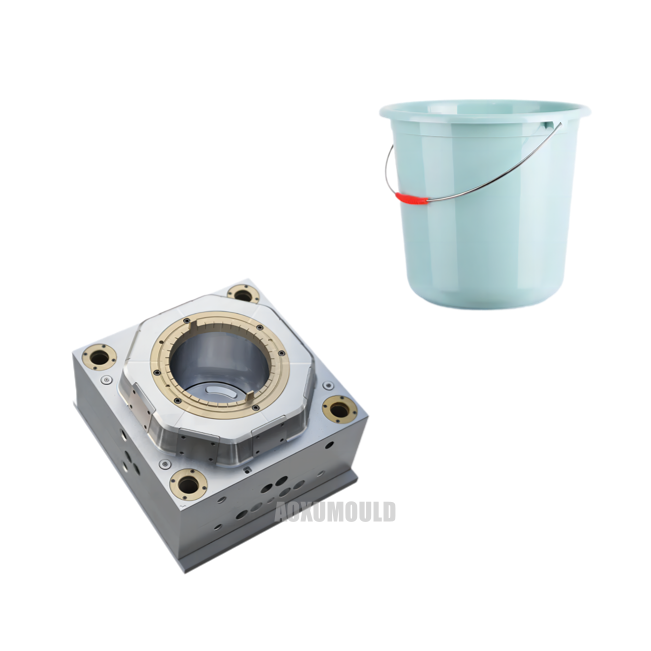




Спецификације калупа
|
Назив плијесни |
Калуп за пластичну воду |
|
Материјал производа |
Пп |
|
Величина производа |
240к320к290мм (укључују точкове) |
|
Тежина производа |
550g |
|
Калуп Материјал за шупљину и. Језгро |
C45, P20, 718, 2738 |
|
База плијесни |
C45 |
|
Систем убризгавања |
Хот Руннер Отвори капије или капије вентила |
|
Погодна машина за убризгавање |
550T |
|
Величина калупа |
490к630к575мм |
|
Доживот калупа |
више од 300, 000 ком |
ШтаDетаилсDo YоутNједарTo PпрерадитиAттенгеTo WкокошDкоји се повећаваPластBУцкет?

1. Избор материјала: Изаберите висококвалитетни пластични сировини како бисте осигурали да канта има довољно снаге и издржљивости. Истовремено, потребно је осигурати да одабрани пластични материјали испуњавају одговарајуће безбедносне стандарде и не садрже штетне материје.
2 Дизајн капацитета: Капацитет канте треба да буде осмишљен према потребама корисника и користи сценарије, који би требало да се осигура да се количина воде може испунити довољна је и практичност ношења и употребе треба узети у обзир.
3. Структурни дизајн: Структурни дизајн канте треба да буде разумно, осигурати да је чврст и стабилан и није лако деформација или оштећења. Нарочито у дизајну делова и ручке везе потребно је осигурати капацитет и удобност оптерећења.
4. Дизајн уста кашике: Дизајн уста канта треба да узме у обзир практичност изливања воде и чишћења, а калибар треба да буде умерен, лако сипати воду или чисто.
5. Изглед дизајн: Поред функционалности, приказ о изгледу кашике је такође важан. Има атрактиван дизајн изгледа, тако да се људи могу свидети на први поглед и повећати корисничко искуство.
КакоTo EнсуреTонLоад-BушиCпрактичностPластBУцкет?
Кључне мере за обезбеђивање капацитета носивости
1.Избор материјала
Полиетилен високе густине (ХДПЕ): Отпоран на утицај и хемијску корозију, је заједнички материјал у кантима.
Полипропилен (ПП): Лагана и отпорна на високе температуре, али могу постати ломљиве на ниским температурама.
Додајте средства за појачање, попут стаклених влакана или угљеника, да побољшају чврстину материјала.
2.Оптимизација структурног дизајна
Дно учвршћивача: Дизајнирајте решетку или прстену укочене да бисте дистрибуирали доњи притисак.
Дистрибуција дебљине зида: Дно и бочни зидови су задебљани (обично је дно најдебља), а врх се може разговарати на одговарајући начин.
Заобљени транзиција: избегавајте дизајн десног угла да смањите ризик од пукотине изазване концентрацијом стреса.
3.Контрола процеса производње
Параметри обликовања убризгавања: прецизна контрола температуре, притиска и брзина хлађења да бисте избегли мехуриће или марације скупљања.
Тачност калупа: Осигурати уједначену дебљину стијенке и смањите оштећења.
Пост-третман: Жандење за уклањање унутрашњег стреса и побољшати дугорочну стабилност.
4.Контрола квалитета и инспекција
Тест притиска узорковања: Симулирајте стварно оптерећење за откривање критичне тачке деформације или руптуре.
Детекција дебљине зида: Ултразвучно или ласерско мерење дебљине да би се осигурало да је дебљина до стандардне.
Испитни тестови: Проверите отпорност на ударце у транспорту или употреби.
5.Прилагодљивост животне средине
Утицај температуре: материјали хладне отпорне на расположење (попут модификоване ХДПЕ) треба одабрати за окружење ниског температуре.
УВ заштита: Дода се анти-УВ агент за спречавање губитка снаге због старења.
Друго, уобичајено стандарди испитивања
Пластичне канте треба тестирати у складу са међународним, националним или индустријским стандардима, следећи су уобичајени стандарди:
1. Међународни стандарди
АСТМ Д1998: Процена дуготрајне хидростатичке снаге (нпр. Отпорност на путевима) ХДПЕ материјала.
АСТМ Д2412: Тест за учитавање паралелне плоче, мерење отпорности на компресију тела барела.
ИСО 13268: Тестирање перформанси компресије подземних пластичних контејнера под температурним циклусима.
ИСО 22498: Поступак испитивања за пластичне контејнере.
2 Домаћи стандарди
ГБ / Т 13508-2011: Стандард за полиетилен ударац обликован, који покрива хидростатичке, падне и друге тестове.
КБ / Т 2818-2017: Индустрија за воду за пијање воде за пиће, која одређује стопу деформације оптерећења, заптивање итд.
ГБ / Т 4857.5: Поступак испуштања испитивања за паковање (симулирани поступак оптерећења и истовара).
3. Метода испитивања
Статички тест оптерећења: оптерећење називене тежине (као што је 1,5 пута називни капацитет) током 24 сата за проверу деформације или цурења.
Испит за испуштање: Бесплатан пад са висине од 1,2 до 1,5 метра (различити углови) да бисте посматрали да ли је сломљен.
Тест притиска: унутрашњи притисак на дизајнерску вредност (као што је 0. 1МПА), одржавајте 30 минута без цурења.
Тест заштите животне средине: Испитни промјене у носивости носивости на високој температури (60 степени Ц) или ниске температуре (-20 степен ц).
Дугорочни тест пузања: оптерећење неколико месеци да процени отпорност материјала на деформацију.
Дизајн за производ &. Калуп

ШтаAреTонPпретворивање у износуSтепсAисечакRукидањеPластВодити воду BуцкетКалуп?

Прво, пластични кораци калупа за прераду калупа за воду
1. моuЛД дизајн
Анализа производа: Дизајн према величини, облику, дебљини зида, арматура и другим захтевима канте.
Дизајн површине од растављања: одредите површину плоче калупа како би се осигурало несметано размножавање.
Дизајн система: Дизајн тркача, капија и испушни систем да би се осигурало уједначено пластично пуњење.
Дизајн система за хлађење: Дизајн хлађења Вода да бисте осигурали брз и једнолично хлађење калупа.
Дизајн система за избацивање: Дизајнирајте Тхимбле или Горња плоча да бисте осигурали глатко ослобађање производа.
2 Избор материјала
Дие Стеел: Обично се користи П20, 718, Х13 и други висококвалитетни дие челик, захтевају високу тврдоћу, отпорност на хабање и отпорност на корозију.
Површински третман: као што је нитрирање, хромирање итд.
3. МОuЛД обрада
Груб: Употреба глодалица, стругови и друге опреме за прелиминарну обраду за уклањање вишка материјала.
Завршна обрада: прецизна обрада помоћу ЦНЦ алата за машине за осигурање прецизности и површинске завршне обраде.
Обрада електричног пражњења (ЕДМ): користи се за обраду сложених облика и финих структура.
Полирање: шупљина и језгра се полирају како би се осигурала глатка површина.
4. МОuСклоп ЛД-а
Скупштина делова: Окупите обрађене делове како би се осигурала прецизност сваког дела.
Уређење: Испитивање калупа, подесите систем за изливање, систем хлађења и систем за избацивање да бисте осигурали нормалан рад калупа.
5. МОuТестирање и исправљање ЛД-а
Испитни калуп: Користите стварне производне материјале да бисте пробни калуп провјерили величину производа, квалитет површине и услове за демоњлике.
Исправка: Према резултатима испитивања, калуп се исправља док се не испуне захтеви за дизајн.
Друго, пластични захтеви за обраду калупа за калупу
1. Димензијска тачност
Величина шупљине: Да би се осигурало да је величина шупљине тачна и у складу са захтевима дизајна производа, обично се толеранција контролише у оквиру ± {0}}. 05 мм.
ФИТ ТОЧНОСТ: Делови се равномерно уклапају, избегавајте блиц или калуп.
2 Површински квалитет
Завршетак: Шупљине и основне површинске завршне услове су високе, обично је потребно достићи РА 0. 2 или мање.
Нема оштећења: Нема огреботина, пукотина, пора и других оштећења на површини.
3. Структурна снага
Калуп треба да има довољно крушке да се избегне деформација током убризгавања.
Отпорност на хабање: Површина калупа мора бити очврснута за побољшање отпорности на хабање и продужити радни век.
4. систем хлађења
Уништено хлађење: Дизајн воде за хлађење је разумно да се осигура да се сви делови калупа равномерно охладе да би се избегла деформација производа.
Ефикасно хлађење: велика ефикасност хлађења, скратите циклус убризгавања.
5. Систем сипања
Дизајн стазе протока: Величина пута протока је разумна да би се осигурао глатки проток пластике и смањење губитка притиска.
Дизајн капије: Локација и величина капије су одговарајуће за избегавање оштећења површине производа.
6 Избаци систем
Глатко избацивање: Дизајн система за избацивање је разумно осигурати несметано ослобађање производа, избегавати деформацију или оштећење.
Нема трага: положај за тхимбле је разумно да избегнете очигледне трагове на површини производа.
7. Издувни систем
Глатки издувни дизајн резервоара је разумно осигурати несметано испуштање гаса у калупу и избегавање мехурића или паљења производа.
8. Сервисни живот
Издржљивост: Калуп мора да има дуг радни век, обично захтева више од 500, 000 пута.
Једноставно одржавање: Дизајн структуре калупа је разумно, једноставан за одржавање и поправак.
ИспробатиКалуп за пластичну воду
Пакет &. Достава

Компоненте калупа
Калуп челик

Систем за топли тркач

Стандардни делови

Постављана питања
П: Од којих је материјал од пластичног калупа за убризгавање канте од пластике?
О: Најчешће коришћени материјал за производњу калупа за убризгавање је висококвалитетни челик, као што је П20, 718, 2738 итд.
П: Који је процес прављења калупа за пластичну воду?
О: Процес прављења калупа укључује дизајнерску инжењеринг, машинско програмирање, производњу калупа, тестирање и потврђивање калупа.
П: Да ли се калуп може прилагодити специфичним захтевима производа?
О: Да, калупи се могу прилагодити специфичним захтевима производа у складу са дизајном и спецификацијама пројекта.
П: Које факторе треба да размотримо када направите наше пластичне калупе?
О: Неки од фактора који треба узети у обзир приликом прављења пластичних калупа укључују дизајн производа, селекцију пластичних материјала, избор материјала за калупе, капацитет машине за убризгавање капацитета, време хлађења, услови за одржавање калупа итд.
П: Колико времена треба да направите пластичну калупу канту за воду?
О: Време потребно за прављење калупа зависи од сложености и величине калупа. Међутим, обично је потребно шест до осам недеља.
П: Како осигурати квалитет калупа?
О: Да би се осигурао квалитет калупа, разумни дизајн и инжењеринг, висококвалитетни материјали и строги поступци контроле квалитета треба да се користе у целом процесу производње калупа.
П: Колико дуго траје калуп?
О: Живот калупа зависи од квалитета калупа, начина одржавања и радних услова. Добро одржавани калуп може се користити на стотине хиљада пута.
П: Које су предности прављења пластичних калупа за убризгавање?
О: Неке предности производних пластичних калупа укључују брже време производње, нижи трошкови јединице, високу прецизност и могућност израде сложених облика и дизајна.
П: Да ли се наши калупи за пластичне воде могу поправити и одржавати?
О: Да, наши калупи од пластичних вода могу се сервисирати и одржавати да продуже свој радни век. Редовно одржавање може да спречи грешке и обезбеди квалитетну конзистенцију.
Повратне информације купаца






