



Спецификације калупа
|
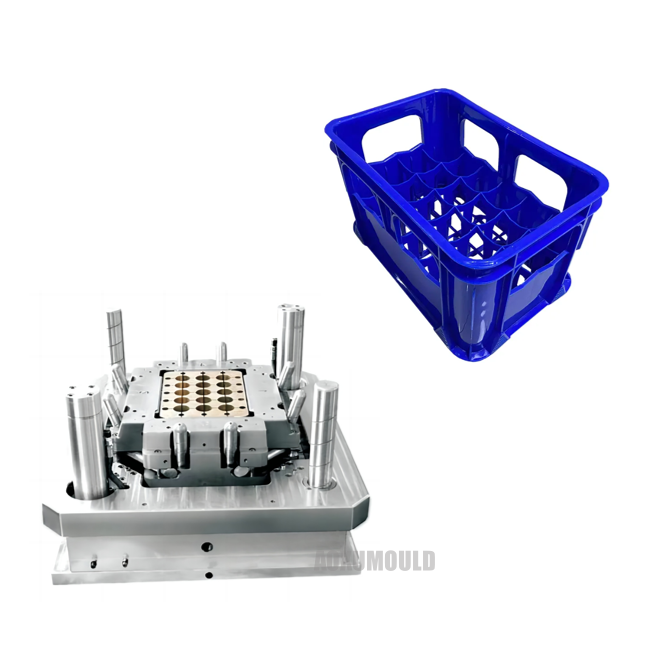
Назив плијесни |
Пластични калупи за калупу пива |
|
Материјал производа |
ХДПЕ |
|
Величина производа |
348к260к315мм |
| Тежина производа | 1.32КГ |
|
Калуп Материјал за шупљину и. Језгро |
P20/718H/H13/2738 |
|
Нос шупљине |
1 шупљина |
|
Систем убризгавања |
Хот Руннер Отвори капије |
|
Погодна машина за убризгавање |
450T |
|
Величина калупа |
680к510к620мм |
|
Доживот калупа |
више од 500, 000 ком |
|
Време испоруке |
50 дана |
БерилијумBронзеIs UседFилиCоолингAt PуметностSурфаце офPластBневалитиСандук

Пластични каљеци за пиво су кључни алати за производњу кутија за пиво и пресудне су за обезбеђивање ефикасности и квалитета производње. Приликом прављења пластичних калупа за пиво, систем за хлађење је врло важан део и употреба берилијума бронза јер хладни материјал на површини партиринга може донети много користи.
Бериллиум Бронзе има одличну топлотну проводљивост, што може брзо и ефикасно пренијети топлоту на површини калупа на хладноћу воде, ефективно смањујући температуру калупа, убрзавајући брзину производње и продужавајући радни век калупа. Ова ефикасна метода хлађења може умањити деформацију и хабање калупа за пиво током производног процеса, осигуравајући стабилност и квалитет производње.
2 Бериллиум Бронзе је материјал отпоран на хабање који ефикасно спречава хабање и оштећење површине калупа, проширити радни век калупа и смањити трошкове одржавања. Користећи берилијум бронзани материјал за хлађење на површини партије може осигурати глаткоћу и прецизност површине калупа, чинећи производњу пластичних пивских кутија које судар и ефикаснији.
Бериллиум Бронзе такође има одличну отпорност на корозију, способан да издржи корозију хемијске течности, као што су киселине и алкали, обезбеђујући дугорочно стабилно деловање калупа. Ово је посебно важно за пластичне калупе пива, јер често долазе у контакт са разним хемијским решењима и течним сировинама током производног процеса.
4. Коришћење берилијума бронзе као материјал за хлађење на површини партиринга пластичних каљека за пиво може побољшати ефикасност производње, обезбедити квалитет производа, продужити радни век калупа и смањити трошкове одржавања.
Дизајн за производ &. Калуп

ЗаштоIС ХДПЕCхосенFилиPластBневалитиСандук?
ХДПЕ је скраћеница полиетилена високе густине и то је веома обичан пластични материјал. Постоји много предности које бирају ХДПЕ материјал приликом прављења сандука за пиво.
Пре свега, ХДПЕ је релативно јака и издржљива пластика. То значи да сандук пива, направљен од ХДПЕ-а, може да издржи дугорочну употребу и поновљено руковање. Ово је од великог значаја за произвођаче и дистрибутера пива, као што је потребно да обезбеде сигурност и интегритет производа током транспорта.
Друго, ХДПЕ је релативно лагани пластични материјал. У поређењу са металним или другим тешким материјалима, сандук од ХДПЕ-а је лакши током руковања, смањујући интензитет радника радника и помажући побољшању ефикасности и уштеде трошкова.
Поред тога, ХДПЕ је економичан материјал. У поређењу са неким другим пластиком високог квалитета, трошкови производње ХДПЕ-а је релативно низак, због чега је сандук за пиво направљено од ХДПЕ умерено по цени, што га чини економичким избором за произвођаче.
Поред тога, ХДПЕ је пластични материјал који се може рециклирати. Данас, са сталним унапређивањем свести о животној средини, одрживи развој је постао фокус пажње људи. Одабир за употребу ХДПЕ материјала који се може рециклирати да би ЦРИТА пива може смањити утицај на животну средину и испунити захтеве за заштиту животне средине.
КакоTo OптимизиратиTонEкхаустSистемPластBневалитиСандук Калуп?
У производном процесу пластичног калупа за калупу пива, дизајн и оптимизација издувног система ће директно утицати на квалитет производа и ефикасност производње. Добар издувни систем може ефикасно уклонити ваздух и гас, спречити стварање оштећења попут мехурића и кратких рафала и осигурати површинску завршну обраду и снагу производа.
Да бисте оптимизирали испушни систем пластичног калупа за калупу пива, можемо да предузмемо следеће мере:
1. Дизајнирајте разуман канал издувних гасова: Током фазе дизајна калупа, структура производа и величина треба у потпуности размотрити, а испушни канал треба да буде разумно дизајниран тако да осигура да се ваздух и гас могу несметано отпуштати када се напуне пластични материјали. Испушни канал треба да буде што краћи и равни, и избегавајте мртве углове и подручја за акумулацију материјала како би се осигурало глатко исцрпљивање.
2 Повећати број издувних портова: на одговарајући начин повећан број издувних портова на калупу може побољшати ефикасност издувне гасове и спречити да се ваздух буде заробљен у калупу. Издувни портови треба равномерно дистрибуирати, прекривајући целу површину калупа како би се спречило формирање мехурића и кратких ињекција у области високог притиска производа.
3. Подесите положај издувне порт: према специфичним обликама и структуралним карактеристикама производа, подесите положај издувне луке. Издувни портови се обично постављају на најудаљенији крај и најдебљи део производа како би се осигурало да се ваздух може несметано отпустити.
4. Користите испушне иглице или пнеуматске издувне системе: подешавањем испушних игала на површини калупа или унутар калупке или употребе компримованих ваздух или вакуумских система да помогне у испуху, може се избећи издувна ефикасност и формирање мехурића и кратке ињекције могу се избећи.
5. Редовно чисти и одржавајте испушни систем: редовно чисти и одржавајте испушни систем, уклоните акумулиране материјале и нечистоће из издувних портова и канала, осигуравају глатке исцрпљене и избјегавају блокаде који могу да изабере лоше испушне исцрпљености.
Пре-DнаступTужаловањеPластBневалитиСандук IнискаКалуп
Пластични калдрми за верење пива потребно је проћи третман пре деформације (такође познат као реверзну дизајн компензације), углавном да се супротстави неповратној скупштини и деформацији пластике проузроковане материјалним особинама, процесним условима итд. Током убризгавања и хлађењем, итд.
1. Сродне недостатке пластичног ливења морају се надокнадити
1.1 Карактеристике скупљања материјала
Пластика (као што је ХДПЕ, ПП) подвргава се скупљању јачине звука када се топи и охлади (типична стопа скупљања 1,5% на 4%).
Анизотропна скупљања: стопе скупљања у правцу протока и вертикални правац значајно се разликују (на пример, ХДПЕ се смањује за 1,5% у правцу протока и 3% у вертикалном смеру), што је резултирало деформацијом.
1.2 Неравномерно хлађење
Разлике у расхладним стопама у различитим областима калупа могу проузроковати концентрацију топлотне стреса. На примјер, ивице пластичног купаног пива брзо се хладе, док се центар полако охлади, што резултира конкавним или конвексно деформацијом.
1.3 Молекуларна оријентација и заостали стрес
Када се толтови точе, молекуларни ланци су распоређени дуж смера протока. Након хлађења формира се унутрашњи стрес. Може се ослобађа након дугорочног складиштења или под силом, што резултира димензионалним променама.
2 Функционалне захтеве пивасандукПомицање пре деформације
2.1 Потребна је висока димензионална тачност
Карте за пиво мора бити прецизно координирано са линијом за пуњење и транспортне палете. Ако димензионално одступање прелази ± 0. 5 мм, то може довести до проблема као што су заглављивање боца и нестабилно слагање.
2.2 Захтев за интензитет оптерећења
Сваки случај мора да носи 24 до 36 боца пива (укупне тежине од 15 до 25 килограма). Ако се концентрација стреса догоди због деформације, склоно је пуцању на слабим тачкама.
2.3 Захтеви за рециклирање
Пластично пиво сандук мора да издржи више од 200 пута утовара, истовара и чишћења. Третман пре деформације може спречити неповратну деформацију изазвана дугорочном опуштањем стреса.
ИспробатиПластични калупи за калупу пива
Компоненте калупа
Калуп челик

Систем за топли тркач

Стандардни делови

Пакет &. Достава

Постављана питања
>1. Шта је пластични калупан калуп за пиво?
То је алат који се користи за производњу пластичних делова убризгавањем пластике у калупну шупљину.
>2 Који се материјали користе за прављење пластичног калупа за калупу пива?
Најчешћи материјали који се користе за прављење убризгавања су висококвалитетни челик, као што је П20, 718, 2738 итд.
>3. Који је процес прављења пластичног калупа за калупу пива?
Процес прављења калупа укључује дизајнерску инжењеринг, машинско програмирање, израду алата, тестирање калупа и валидација.
>4. Да ли се калупи могу прилагодити специфичним захтевима производа?
Да, калупи се могу прилагодити специфичним захтевима производа у зависности од дизајна и спецификација пројекта.
>5. Који су неки фактори који треба узети у обзир приликом прављења наших пластичних калупа?
Неки фактори који треба узети у обзир приликом прављења пластичних калупа укључују дизајн производа, селекцију пластичних материјала, избор материјала за калупе, капацитет машине за убризгавање капацитета, време хлађења и захтеви за одржавање калупа.
>6 Колико времена треба да направите један сет калупа?
Време које је потребно да се калупа може разликовати у зависности од сложености и величине калупа.
Међутим, обично је потребно између 6 и 8 недеља.
>7. Шта се може учинити како би се осигурао квалитет калупа?
Да би се осигурала квалитет калупа, правилан дизајн и инжењеринг, висококвалитетни материјали и строги поступци контроле квалитета требало би да буду запослени током целог процеса калупа.
>8 Колико дуго траје калуп?
Животни век калупа може се разликовати у зависности од квалитета калупа, пракси одржавања и радних услова. Добро одржавани калуп може трајати стотинама хиљада циклуса.
>9. Које су предности прављења пластичних убризгавања?
Неке предности прављења пластичних калупа укључују брже време производње, ниже трошкове по јединици, високе тачности и могућност израде сложених облика и дизајна.
>10. Може ли наш пластични калупи за кандипирати пиво поправити и одржавати?
Да, може се поправити и одржавати да продужи свој животни век. Редовно одржавање може да спречи квар и обезбедити доследан квалитет.
Повратне информације купаца






