



Спецификације калупа
|
Назив калупа |
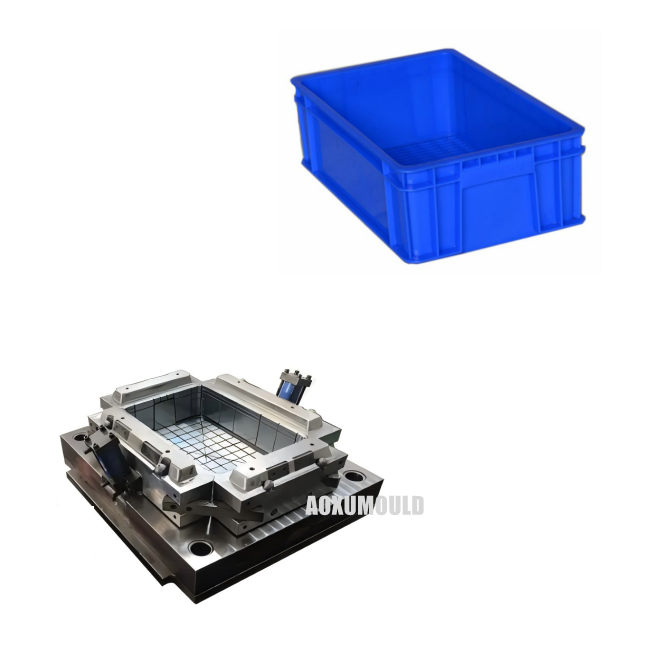
Пластични калуп за индустријске сандуке |
|
Материјал производа |
ХДПЕ/ПП |
|
Величина производа |
400Кс300Кс200мм |
|
Материјал калупа за шупљине &. Цоре |
P20/718/H13 |
|
НОс шупљине |
1 шупљина |
|
Систем убризгавања |
Хот руннер |
|
Погодна машина за убризгавање |
450T |
|
Величина калупа |
850к7280к550мм |
|
Тежина калупа |
2600КГ |
|
Животни век калупа |
више од 500,000ком |
|
Време испоруке |
55 дана |
Шта су пластични индустријски сандуци?

Пластични индустријски сандук је врста контејнера направљеног од пластичних материјала који је дизајниран за употребу у индустријским окружењима.
1.Карактеристике:
-Издржљив: Направљен је да издржи строгост индустријског окружења, као што је отпорност на ударце, абразију и хемикалије. Ова издржљивост осигурава да може да издржи тешка оптерећења и честу употребу без лаког ломљења или деформисања.
- Слагање: Пластични индустријски сандуци су често дизајнирани да се могу сложити, што омогућава ефикасно складиштење и транспорт. Могу се слагати један на други када су празни или напуњени, максимизирајући вертикални простор у складиштима или током транспорта.
-Поновна употреба: Могу се поново користити, смањују отпад и пружају исплативо решење за транспорт и складиштење робе на дужи рок.
2. Користи:
-Складиштење: Користе се за складиштење широког спектра индустријских производа, укључујући делове, алате и сировине. Њихова уједначена величина и облик чине их лаким за организовање на полицама или полицама за складиштење.
-Транспорт: Користе се за транспорт робе унутар фабрике или између различитих локација. Лако се могу померати виљушкарима, палетним дизалицама или транспортним системима, олакшавајући проток материјала у ланцу снабдевања.
ста'с Величина пластичних индустријских сандука?
Пластични индустријски сандуци долазе у широком распону величина.
Уобичајени сандуци мале величине могу имати спољне димензије од око 30 - 40 центиметара у дужину, 20 - 30 центиметара у ширину и 15 - 20 центиметара у висину. Погодни су за складиштење мањих делова или алата.
Сандуци средње величине могу бити приближно 40 - 60 центиметара у дужину, 30 - 40 цм у ширину и 20 - 30 цм у висину и често се користе за предмете као што су компоненте машина средње величине.
Велики пластични индустријски сандуци могу имати дужину од 60 - 120 центиметара или више, ширину од 40 - 80 центиметара и висину од 30 - 60 центиметара. Могу да држе гломазне предмете као што су велики делови индустријске опреме или велике количине мањих предмета.
Важно је напоменути да су ово само општи распони и да стварна величина зависи од специфичних захтева индустрије и предмета који се складиште или транспортују.
Како направити квалитетан калуп за бризгање индустријских сандука?

Ево корака за прављење висококвалитетног калупа за бризгање индустријског сандука:
1.Дизајн
• Разумети захтеве: Темељно анализирати дизајн индустријског сандука, укључујући његову величину, облик, носивост и све посебне карактеристике као што су ушице за слагање или дренажне рупе. Размотрите врсту пластике која ће се користити и њене карактеристике као што је брзина скупљања.
• 3Д моделирање: Користите напредни ЦАД (Цомпутер - Аидед Десигн) софтвер за креирање детаљног 3Д модела калупа. Ово помаже у визуелизацији структуре калупа, локације капија (где пластика улази у шупљину калупа), канала за хлађење и клинова за избацивање.
2.Одабир материјала
• Материјал основе калупа: Изаберите висококвалитетни челик за базу калупа. Често се користе претходно каљени челици или алатни челици добре тврдоће, отпорности на хабање и жилавости. На пример, челик П20 је популаран избор због својих добрих својстава обраде и отпорности на хабање током процеса убризгавања.
• Материјал шупљине и језгра: Изаберите материјале који могу да издрже убризгавање пластике под високим притиском и поновну употребу. Неке легуре са отпорношћу на високе температуре и одличним карактеристикама завршне обраде су пожељније да би се обезбедила глатка површина на сандуку.
3.Процес производње
• Глодање и обрада: Користите прецизне алате за обраду као што су ЦНЦ (компјутерска нумеричка контрола) машине за глодање за сечење шупљина и језгара калупа према дизајну 3Д модела. Прецизност обраде је кључна да би се осигурало да се различити делови калупа прецизно уклапају.
• ЕДМ (Елецтрицал Дисцхарге Мацхининг): За сложене облике или фине детаље које је тешко постићи глодањем, ЕДМ се може користити. Користи електрична пражњења да еродира материјал и створи жељени облик.
• Површинска обрада: Нанесите одговарајуће површинске третмане на калуп. На пример, полирање површине шупљине до завршне обраде високог сјаја може побољшати квалитет површине пластичног сандука и олакшати ослобађање дела из калупа. Текстурирање се такође може урадити ако је на сандуку потребан специфичан површински узорак.
4. Дизајн система за хлађење
• Ефикасни канали за хлађење: Дизајнирајте ефикасан систем хлађења са каналима за хлађење који су равномерно распоређени око шупљине калупа. Ово помаже у контроли брзине хлађења пластике, смањујући време циклуса и спречавајући савијање сандука услед неравномерног хлађења. Пречник и распоред канала за хлађење треба пажљиво планирати.
5.Контрола квалитета
• Инспекција димензија: Користите прецизне мерне алате као што су машине за координатно мерење (ЦММ) да бисте проверили димензије делова калупа у односу на спецификације дизајна. Сва одступања треба исправити како би се осигурало правилно пристајање и функција калупа.
• Пробни радови: Спроведите пробно убризгавање помоћу калупа да бисте проверили било какве недостатке на пластичном сандуку, као што су кратки снимци (непотпуно пуњење), блиц (вишак пластике) или трагови умиваоника. На основу резултата пробног рада, извршите прилагођавања калупа као што је модификација дизајна капије или подешавање параметара убризгавања.
Које је време за израду калупа за бризгање индустријског сандука?
Време испоруке за израду калупа за бризгање индустријских сандука обично је око 45 до 60 дана, а следеће је време потребно за сваку фазу:
1. Фаза пројектовања
• Анализа производа и дизајн шеме: Потребно је око 3 до 7 дана да се изврши детаљна анализа спецификација сандука, структурних карактеристика и посебних потреба купаца, као и да се развију идејне шеме пројекта.
• 3Д моделирање и цртање: Обично је потребно 5 до 10 дана да се креирају тачни 3Д модели и нацртају детаљни 2Д цртежи користећи професионални ЦАД софтвер за накнадну производњу.
2. Фаза набавке материјала
• Набавка челика за калупе: обично траје око 3 до 7 дана, у складу са захтевима дизајна калупа за куповину одговарајућег челика, ако је потребно прилагодити специјални челик или добављачи нису на залихама, време се може продужити на 10 до 15 дана .
• Набавка додатне опреме: потребно је 3 до 5 дана за куповину стандардног прибора као што су напрстци, клизачи, поклопци за капије, итд., и 7 до 10 дана или чак дуже за прилагођавање специјалног прибора.
3. Фаза производње
• Груба обрада: Употреба ЦНЦ машине за глодање и друге опреме за грубу обраду калупа, уклањање већине маргина, обично траје око 7 до 10 дана.
• Завршна обрада: укључујући полузавршну обраду и завршну обраду, фину обраду кључних делова као што су шупљина калупа и језгро да би се осигурала тачност димензија и квалитет површине, што траје око 10 до 15 дана.
• ЕДМ: За сложене облике или фине структуре, потребно је око 3 до 5 дана да би се постигла специфична обрада облика помоћу ЕДМ материјала за корозију.
• Површинска обрада: полирање, нитрирање, хромирање и други површински третман за побољшање површинске тврдоће калупа, отпорности на хабање и отпорности на корозију, траје око 3 до 7 дана.
4.Провера квалитета и фаза отклањања грешака
• Инспекција квалитета: Употреба ЦММ и друге опреме за спровођење свеобухватне инспекције калупа како би се осигурало да тачност димензија и толеранција облика и положаја испуњавају захтеве, што траје око 3 до 5 дана.
• Тест калупа и отклањање грешака: Извршите 2 до 3 теста калупа и прилагодите и оптимизујте калуп у складу са стањем пластичних делова након сваког теста, што траје око 7 до 10 дана.
Који су уобичајени недостаци у калупима за индустријске сандуке и решења за њихово избегавање?
Ево неких уобичајених недостатака у калупима за индустријске сандуке и начина да их избегнете:
1. Кратки ударци
Опис дефекта: Кратки ударци настају када пластични материјал не испуни у потпуности шупљину калупа. Ово резултира некомплетним или делимично формираним индустријским сандуком са недостајућим деловима.
Узроци и избегавање:
Недовољан притисак или запремина убризгавања: Проверите подешавања машине за бризгање. Уверите се да су притисак и запремина убризгавања довољни да попуне целу шупљину калупа према дизајну сандука. Притисак ће можда морати да се подеси на основу врсте и вискозитета пластике која се користи. Ограничени проток материјала: Ово може бити због уске или блокиране капије. Дизајнирајте капије које су одговарајуће величине и облика како би омогућиле несметан проток материјала. Такође, проверите да ли има препрека у систему тркача. Држите клизач и капију чистим и без остатака током процеса обликовања.
2. Фласх
Опис дефекта: Блиц је вишак пластике који вири из млд линије раздвајања или других отвора. Индустријском сандуку даје нерафиниран изглед и може утицати на његову функционалност.
Узроци и избегавање:
Неправилно затварање калупа: Уверите се да је сила стезања калупа правилно подешена. Ако је сила прениска, млд се можда неће затворити довољно чврсто, дозвољавајући пластици да исцури. Редовно проверавајте млд - механизам за затварање на хабање и по потреби подесите силу стезања.
Истрошене или оштећене површине калупа: Временом се површине калупа могу истрошити или оштетити, стварајући празнине на линији раздвајања. Редовно проверавајте и одржавајте површину калупа. Исполирајте или поправите сва оштећена подручја како бисте осигурали чврсто заптивање.
3. Ознаке судопера
Опис дефекта: Трагови умиваоника су удубљења или шупља подручја на површини обликованог индустријског сандука. Обично се јављају у подручјима са дебелим пресецима и узроковани су скупљањем пластике док се хлади.
Узроци и избегавање:
Неуједначена дебљина зида: Дизајнирајте сандук са уједначенијим дебљинама зида. Избегавајте нагле промене у дебљини које могу довести до диференцијалног хлађења и скупљања. Ако су дебели делови неопходни, размислите о додавању ребара или других структурних карактеристика како бисте смањили вероватноћу трагова судопера.
Неадекватно хлађење: Осигурајте ефикасан систем хлађења. Канали за хлађење треба да буду пројектовани тако да обезбеде равномерно хлађење преко калупа. Подесите време хлађења и проток расхладне течности у складу са карактеристикама пластичног материјала како бисте минимизирали проблеме везане за скупљање.
4. Искривљење
Опис дефекта: Искривљење се односи на изобличење обликованог индустријског сандука од предвиђеног облика. Ово може отежати слагање или коришћење сандука како је предвиђено.
Узроци и избегавање:
Неравномерно хлађење: Слично траговима удубљења, неравномерно хлађење може проузроковати савијање. Проверите дизајн система за хлађење и уверите се да је расхладна течност равномерно распоређена око калупа. Такође, размотрите топлотну проводљивост материјала калупа и његов утицај на уједначеност хлађења.
Нетачни параметри бризгања: Нетачна подешавања као што су брзина убризгавања, притисак паковања и време држања могу утицати на дистрибуцију унутрашњег напрезања у обликованом делу и довести до савијања. Оптимизујте ове параметре путем покушаја и грешака и на основу својстава пластичног материјала.
5. Дефекти површине (огреботине, мрље, итд.)
Опис дефекта: То може укључивати огреботине на површини сандука, мрље од деградиране пластике или грубу текстуру.
Узроци и избегавање:
Квалитет површине калупа: Обезбедите висококвалитетну завршну обраду калупа. Све огреботине или храпавост на површини калупа ће се пренети на профилисани део. Редовно полирајте површине калупа и пажљиво рукујте њима током одржавања и рада.
Контаминација: Одржавајте пластични материјал чистим и без загађивача. Чувајте га у чистом окружењу и користите одговарајуће процедуре за руковање како бисте спречили да прљавштина, влага или друге стране материје уђу у материјал и утичу на квалитет површине обликованих сандука.
Пакет &. Испорука

Компоненте калупа
Моулд Стеел

Хот Руннер систем

Стандард Партс

Повратне информације купаца

Можете да делите конкретније контакт информације као што су адреса е-поште, број телефона или онлајн формулари за контакт како би заинтересоване стране могле да вам се обрате у вези са прављењем калупа за пластичну индустријску гајбу. Или можете тражити потенцијалне клијенте путем различитих канала као што су индустријске изложбе, пословни именици и онлајн производне платформе да бисте промовисали своју услугу израде калупа.





