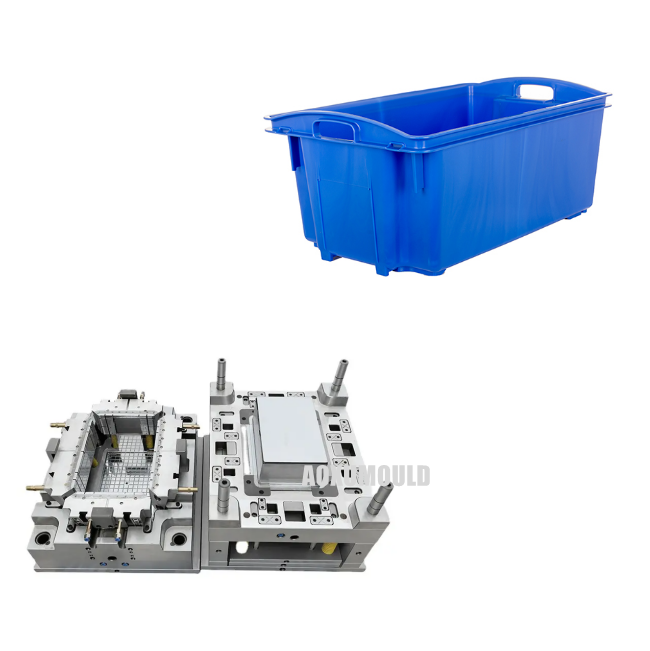




Спецификације калупа
|
Назив плијесни |
Пластични калдрми за рибље |
|
Материјал производа |
ХДПЕ |
|
Величина производа |
711 к 438 к 313мм |
|
Тежина производа |
3100грама |
|
Капацитет производа |
55 литара |
|
Калуп Материјал за шупљину и. Језгро |
P20/718H/2738 |
|
Нос шупљине |
1 шупљина |
|
Систем убризгавања |
Топли тркач |
|
Погодна машина за убризгавање |
680T |
|
Величина калупа |
1250к880к720мм |
|
Тежина калупа |
6200кг |
|
Доживот калупа |
више од 500, 000 ком |
|
Време испоруке |
45 дана |
Како дизајнирати калуп за рибље сандук?

Неопходно је размотрити многе факторе попут структуре производа, материјалне карактеристике, процес ливења и живот калупа свеобухватно приликом дизајнирања ињекционог калупа пластичних сандука. Ево кључних дизајнерских корака и разматрања:
1. Структура производа и анализа дизајнирања калупа
Величина и дебљина зида: сандуци су обично велики (као што су рибњаци, логистичке сандуке, складишне сандуке), потребно је осигурати да је чврстоћа у калупској шупљини довољна, дебљина зида је уједначена (углавном 2. {{{5-4 мм), да се избегне скупљање или деформација.
Ојачавање шипки и функционална структура: Када дизајнирају ојачавање шипки (дебљина мања или једнака 50% дебљине стијенке), слагање слотова, ручке итд., Потребно је размотрити нагиб ослобађања (обично 1-2 степен) и потешкоћа у пуњењу.
Избор површине од растања:
Раздвајање дуж максималног профила сандука како би се избегла обрнута копча.
Линија партије је скривена што је више могуће у површини која се не појављује (као што је дно или ивица кутије) да би се смањио утицај бљескала на изглед.
2 Дизајн система Гифтинг Систем
Врста капије:
Бочна капија: Погодно за мале и средње сандуке, ниске трошкове, али је потребно ручно одсећи капију.
Латентна капија: Аутоматско размножавање, погодно за аутоматизовану производњу.
Врући тркач са више тачака: велике рибље кутије се обично користе за скратити време пуњења и смањење трагова заваривања (као што су симетрично лепљење на четири угла сандука).
Биланс канала протока: Симетрични изглед користи се да се осигура да се толтак равномерно попуњава и избегне искривљење (као што је проток у облику слова Х-у).
ХОЛД ХРВАТИ: Подесите на крају главног тока како бисте спречили да хладне хране блокира капију.
3. Дизајн система хлађења

Слиједите облик воденог пута: распоредите цеви за хлађење дуж профила контејнера, посебно за дубоке шупљине и ојачана подручја (попут бочних зидова и дна контејнера).
Контрола температуре зоне: подручја дебеле зидане (попут корена дршке) ојачавају хлађење како би се спречило неравномерно контракцију.
Избор материјала: легура бакра или бакрене бакрене бакра за локално ефикасно хлађење.
4. Систем за избацивач и избацивач
Топ Род Роиоут:
Равномерно дистрибуирано на дну и бочне зидове кутије да би се избегло деформација избацивања.
Пречник шипке за избацивање је већи или једнак Φ5мм (Φ 8-12 мм за велике кутије за промену), а број је одређен према пројектованом подручју.
Избацивање гаса: Кутија за промет дубоке шупљине може бити опремљена помоћном избацивањем ваздушног вентила.
Скице за отпуштање: унутрашња падина већа или једнака 1 степени, спољни зид нагиб 0. 5-1 дипломирани (ПП / ХДПЕ материјал).
5. Дизајн издувних система
Издувни утор: Подесите површину партиринга, рупа за избацивање и уметните јаз, дубину 0. 02-0. 04 мм (ПП материјал).
Вакуумски одзрачивање: одзрачене челичне или одзрачене челичне уметке доступне су за дубоке шупљине подручја.
6 Структура калупа и избор материјала
Калуп Материјал: пре-тврди челик (као што је П20 / 718Х), дебљина предлошка већа или једнака 300 мм (велики калуп).
ШКОЛЕ / ЦОРЕ: Материјал високе тврдоће (нпр. С136, Нак8 0), површина полирана на РА0.2μм или мање.
Закључавање водича и калупа: Додајте конични блок позиционирања и нагнути стумп водич да бисте осигурали тачност затварања калупа.
7. Тест и оптимизација
Параметри процеса: Ињекција корака (прва споро, а затим брзо), продужено време задржавања притиска (накнада за скупљање).
Решавање проблема:
Скупљање: Повећајте притисак задржавања или подесите положај капије.
Ознаке заваривања: Оптимизирајте број капија или повећати температуру топљења.
Деформација: Подесите хлађење пловног пута или додајте ступац за подршку.
Који тип челика за пластични калупањ карте?
Избор челика за пластични калупски калуп за калупу треба свеобуно размотрити факторе попут живота плијесни, обрада перформанси, отпорност на корозију, захтеви за полирање и трошкове полирања. Следе резиме најчешће кориштених челика и њихових сценарија за пријаву:

1. Пре-очвршћени челик (пре-очврснуо дие челик)
- Типичне оцене: П20 (3ЦР2МО), 718Х (модификовано П20), Нак80 (Татсу, Јапан)
- Карактеристике:
-П20: Тврдоћа ХРЦ 30-35, једноставна обрада, ниска цена, погодна за малу и средњу серију серије.
-718 Х: Већа тврдоћа (ХРЦ 35-40), боља отпорност на хабање и жилавост од П20, погодна за сложене структуре или високе животне потребе.
-Нак80: Прехрана држава (ХРЦ {37-43), одлична представа за полирање огледала, погодна за високе површинске захтеве (као што су прозирне рибарске кутије).
-Апплицатион Сценариј: Обична пластична кутија за рибу (ПП / ПЕ материјал), без додатног топлотног пречишћавања, погодна за мале и средње плијесне калупе.
2 Нерђајући челик отпоран на корозију
- Типична оцена: 420 (4ЦР13), С136 (Ассаб), ХПМ38 (Хитацхи)
- Карактеристике:
: Добра отпорност на корозију, тврдоћа ХРЦ 48-52 (потребна је топлотна обрада), погодна за влажна или слана окружења (као што су водене постројења за прераду).
- С136: Нерђајући челик високе чистоће, одлична отпорност на корозију, одлична перформанса за полирање, погодно за дугорочни контакт са калупима са водом.
- Сценариј апликације: Калуп за риболов са високом влагом, контактом морске воде или честих чишћења.
3. Високо врући рад отпоран на хабање
- Типична оцена: Х13 (4ЦР5МОСИВ1)
- Карактеристике:
- Отпорност на високу температуру (изнад 500 степени), одлична отпорност на хабање, погодно за брзу убризгавање убризгавања или честих калупа за грејање / хлађење.
- Потребан вам је топлотна обрада (тврдоћа ХРЦ 45-50), висока цена.
- Сценариј апликације: масовна производња или садржи пластику ојачана стакленим влакнима (као што је ојачана ПП риба).
4. Економски карбонски челик
- Типична оцена: 45 # Стеел, С50Ц
- Карактеристике:
-Прости, али лоша отпорност на хабање и корозију, која захтева површинску обраду (као што је хромирање, нитрирање).
- Погодно за малу субјекту серије или ниског прецизног калупа.
- Применљиви сценарији: привремени калупи или сценарији са ниским буџетом.
Предлози за избор материјала
1. Обична риба кутија (ПП / ПЕ, мала и средња серија): П20 или 718Х је пожељно, узимајући у обзир трошкове и живот.
2 Висока отпорност на корозију: Изаберите 420 или С136 нехрђајући челик да бисте избегли хрђу што утиче на живот калупа.
3. Висока површина завршна обрада: НАК80 или С136, како би се осигурало да је појава рибе са беспрекорним.
4. Велика скупљачка производња: Х13 или челик алата високих тврдоћа (као што је Д2), побољшање отпорности на хабање.
5. Производња ниске трошкове: 45 # Челична површинска обрада.
- Дизајн система за хлађење: челична топлотна проводљивост утиче на ефикасност убризгавања, уметцима Х13 и бакра оптимизирају хлађење.
-Могу да величина: велике калупе велике величине морају да одаберу челик са добру утврђењу (као што је 718х) како би се избегло деформација топлоте.
-Проћена технологија: Пре-тврди челик може се директно обрадити, а други челични треба да резервишу додатак за пречишћавање топлоте.
Препоручује се да дубинска комуникација врши добављаче калупа према стварним производним потребама (излазни, пластични тип, услови животне средине) и проведите тестирање челика ако је потребно.
КакоTo EнсуреTонКалуп са дугим животним веком?
Да би се осигурао живот калупа за убризгавање, потребно је спровести свеобухватно управљање дизајном, производње, употребе, одржавања и других веза. Ево неких кључних мера:
1. избор материјала за плијесни материјал
- Квалитетни дие челик: Изаберите Дие челик са високом отпорношћу на хабање, високу жилавост и отпорност на корозију у складу са захтевима производа (као што је Х13, С136, Нак80, П20, Нак.).
- С обзиром на карактеристике материјала: С обзиром на карактеристике ињекционих материјала (као што су пластични калупи који садрже стаклене влакна које је лако носити), одаберите калуп челик са већем тврдоћом или бољом површинском третманом.
2 Дизајн разумног калупа
- Структурна оптимизација: Избегавајте оштре углове или танки зидни дизајн да бисте смањили концентрацију стреса; Рационалан дизајн падине за демонтацију за смањење отпора за демонзијама.
- систем хлађења: Јединствени распоред хлађења да бисте избегли локално прегревање што је резултирало топлотним умором или деформацијом.
- Проток канала и дизајн издувних гасова: Смањите отпорност протока растаљеног пластике, поставите резервоар издувних гасова разумно како би се избегло заробљени гас или паљење.
- Површина површине и подударање: Да би се осигурало да је површина партије глатка, калуп, тимбле и други делови координационог јаза су разумни, смањити хабање.
3. Прецизни процес производње
- Процес топлотног пречишћавања: Кроз гашење, ублажавање и друге процесе за побољшање тврдоће и жилавости калупа.
-Сурфаце Лечење: Нитрирање, хромирање, ПВД премаз (као што је ТИН, Тиалн) и друге технологије за унапређење површинске тврдоће и отпорности на корозију.
- Тачност обраде: Осигурати тачност димензија и завршне делове калупа (као што су полирање огледала), смањити трење и ризик од калупа.
4. стандардни рад
- Оптимизација параметара убризгавања:
- Управљање температурама: Подесите температуру цилиндра и температуру калупа разумно како би се избегло термички стрес изазван превисоком или прениском.
- Притисак и брзина: смањити притисак и убризгавање и брзину да бисте смањили оптерећење у нападу.
-Пресулошковање и хлађење и хлађење: Подесите време задржавања притиска како би се избегло прелијеповање; Осигурајте довољно хлађења пре отварања калупа.
-Авоидно преоптерећење: производња преоптерећења је забрањена (као што је прекорачење силе стезаљке или ограничење запремине ињекције).

5. Редовно одржавање и одржавање
- спречавање чишћења и рђе:
- Очистите преосталу пластику и уље након сваке производње да бисте избегли корозију.
- Примените уље за борбу против рђе током дугорочне застоја и чувајте запечаћене.
- Управљање подмазивањем: Редовно додајте маст високе температуре на покретне делове као што су тимбле, клизач и водич.
- Проверите и поправите:
- Редовно проверавајте пренос површине калупа, пукотине или рђу, поправите малу штету на време.
- Замена или обнову јако истрошених делова као што су тиквице и уметци.
6 Контрола производног окружења
- Управљање температурама и влагом: Избегавајте да је хрђа калупа у влажном окружењу.
- Очистите сировине: Осигурајте да су пластичне сировине без нечистоћа (као што су металне честице, прашине) како би се спречило гребање калупа.
- Спецификације о раду: Оператори за возу да правилно користе калупе како би избегли насилно демонгирање или судар.
7. Мониторинг калупа и управљање животом
- Број записа о употреби: Статистичка времена калупа, предвиђају животни циклус.
- Редовна инспекција: Користите ултразвучни, микроскоп и друге алате за откривање унутрашњих пукотина или умора.
-Спаре Дипломирање: Припремите ношење делова (као што су уметци, тхимблес) унапред да бисте скратили време одржавања.
8. Бавите се посебним ситуацијама
- Високо корозивни материјали: Користите челик отпоран на корозију (као што је С316) или додавање површинског премаза.
- Материјал високих стаклених влакана: употреба челика више тврдоће и ојача површински третман (попут тврдог премаза).
Срж продужења живота калупа за убризгавање је:
✅Хисови квалитетни материјал + научни дизајн
Производња производа + Стандардна употреба
Регуларно одржавање + превентивно управљање
Кроз систематско управљање животним циклусом, живот калупа може се значајно побољшати и смањени трошкови производње.
Компоненте калупа
Калуп челик

Систем за топли тркач

Стандардни делови

КакоTo CхрамовитиA SнепоколебљивIнискаMстарљивMацхинеFилиTонРибљи сандук Mouлд?

Одабир праве машине за бризгање за калуп за маглу захтева свеобухватну процену величине калупа, материјала производа, ефикасности и ефикасности опреме. Ево кључних корака и како одабрати параметре:
1. Прорачун основних параметара
(1) сила стезања
Сила закључавања калупа је примарни параметар одабира машине за убризгавање, који треба да покрије притисак топљења на површини партије калупа:
Стезаљка (тона)=пројектована површина (цм²) \ тимес под притиском материјала (МПА) \ див 1000 \]
- Пројектовано подручје: Максимално хоризонтално пројектовано подручје (дужина × ширина) кутије за промету + подручје система за изливање.
-Мабилни притисак: према одабиру материјала (ПП / ХДПЕ обично узима 30-50 МПа, дубока шупљина или танки зид узима горњу границу).
Примери:
Величина сандука је 500 × 400 мм, а површина система за изливање је око 10%
Пројектовано подручје=(50цм × 40цм) × 1. 1=2200 цм²
Сила стезања=2200 × 50 / 1000=110 тона (потребно је да одаберете већу или једнаку 120 тона модела)
(2) Тежина снимања
Теоријска количина ињекције машине за убризгавање треба да покрије укупну тежину "Производ + Руннер": Јачина убризгавања (г) већа или једнака тежини производа \ пута 1.5 \
Густина материјала: ПП о {0}}. 91г / цм³, ХДПЕ око 0.95г / цм³.
- Фактор сигурности: генерално 1. 5-2. 5-2 Да би се избегла запремина убризгавања више од 80% капацитета машине.
Примери:
Кутија за промет нето тежина 1500 г, Тежина тркача 200г, укупна тежина 1700г
Теоријска јачина убризгавања већа или једнака 1700 × 1. 5=2550 г (треба да одаберете запремину убризгавања веће од или једнаке моделу од 3000г)
(3) Пречник и удар вијака
- Пречник вијака: Поједиљање брзине пластификације и притиска, вијак величине пречника је погодан за дебеле зидне производе (кутија за промену у прометном облику обично користи φ 60-90 мм).
- Машица за убризгавање: да се састане са количином пуњења топљења, мождани удар већи од или једнак 4 пута у дебљини производа (кутија за промет дубоке шупљине потребан је дужи ход).
2. Усклађивање калупа и опреме
(1) Величина и модул шаблона
- Величина предлошка: Предложак машине за бризгање мора бити у могућности да инсталира калуп (дужина × ширина мање или једнака величини шаблона).
- Дебљина калупа: Висина затварања калупа треба да буде у минимуму - максимално распон дебљине калупа машине за бризгање.
Типична величина кутије за промет калупа:
Предложак Захтеви: 800 × 600 мм (мала) до 1500 × 1200 мм (велика)
Дебљина плијесни: 400-800 мм (потребно је да се подудара са простором калупа од машине за бризгање)
(2) Отварање калупа за отварање и простор за избацивање
- Поткрозник за отварање калупа: Мора да је већа од висине кутије за промету × 2 + безбедносна удаљеност (50-100 мм).
На пример: Потврда кутија за промет висина 300 мм → отварање хода веће од или једнако 300 × 2 + 50=650 мм.
- Избацивање удара: Осигурајте да шипка за избацивање може у потпуности да потисне производ (кутија за промет дубоке шупљине треба да буде већа од или једнака 100 мм).
3. Остали кључни фактори
(1) Својства материјала одговарају
-Баррел Температура: ПП Температура обраде је око 200-280 степена, афричка је 180-260 степена, потребно је осигурати тачност контроле температуре у ињекционој машини за убризгавање.
- Однос компресије вијка: ПП / ХДПЕ Препоручени однос компресије 2. 5-3. 0 0 (Универзални вијак може бити).
(2) Оптимизација производног циклуса
- Брзина убризгавања: Велике кутије за промену потребна је велика брзина убризгавања (већа или једнака 80% пуни спектар) за смањење времена пуњења.
-Енерги Уштеда захтева: серво мотор или све-мотоцијска машина за убризгавање може смањити потрошњу енергије (погодна за масовну производњу).
(3) посебне функционалне захтеве
- више-фаза убризгавања: Подршка сегментирана контрола задржавања и задржавања притиска за побољшање скупљања у дебелим зидним областима.
-Коре функцију повлачења: Ако кутија за промену има бочне рупе или уназад копче, изаберите модел хидрауличним цилиндром.
4. Поступак одабира
А. Израчунајте силу за закључавање режима и јачине звука убризгавања (Основни скрининг параметара).
Б. Проверите величину инсталације калупа (Шаблон, дебљина плијесни, калуп).
Ц. Усклађивање захтева за материјале (температура бачве, тип вијака).
Е. Евалуација додатних функција (интерфејс аутоматизације, конфигурација уштеде енергије).
Ф. Верификациона опрема Бренд и стабилност (Хаитиан, Зхенкионг, Енгел и други брендови Разлика у цени).
5. Типична препорука модела (Узмите оквир ПП промет као пример)
| Величина кутије за промет|Снага за закључавање калупа|Количина убризгавања|Препоручени модел |
| 300 × 200 × 150 мм|60-80 Тонс|800-1200 Г|Г|Хаитиан МА1600 / ИИ |
| 500 × 400 × 300 мм|120-150 Тонс|2500-3500 Г|Г|Зхенкионг ЈМ128МК-ИИИ |
| 800 × 600 × 400 мм|300-400 Тонс|6000-8000 Г|Г|Енгел Вицтори 370 |
- стварни верификацију начина испитивања: Након теоријског прорачуна, параметри се морају подесити путем тестног режима (као што је смањење силе стезаљке може се постићи оптимизацијом дизајна капије).
- Резервисани простор надоградње: Изаберите нешто веће моделе да бисте прилагодили будуће модификације калупа.
- Трошкови потрошње и одржавања енергије: Комплетна машина за убризгавање мотора има велику прецизност, али скупа цена, хидраулична штампа је исплативија.
Кроз горњу методу може да обезбеди ефикасно подударање машине за ињекциону ливење и калуп за промет, узимајући у обзир производну ефикасност и контролу трошкова.
Пакет &. Достава

Повратне информације купаца






