


Спецификације калупа
|
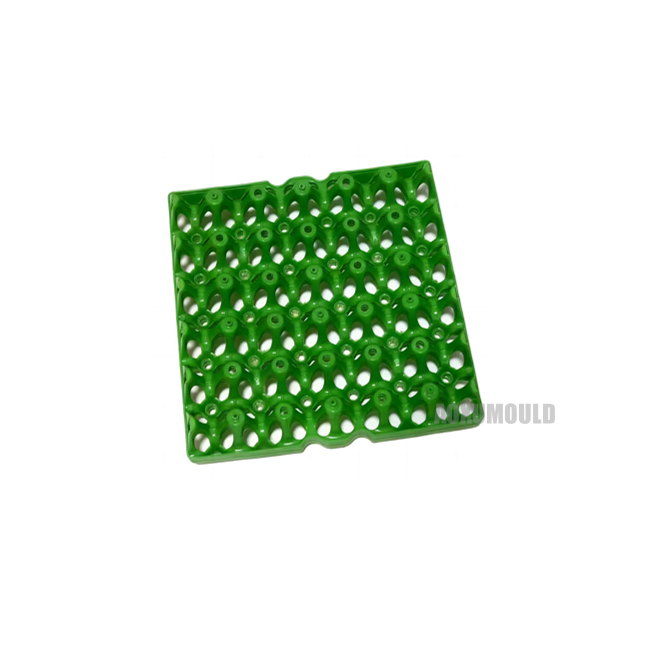
Назив плијесни |
Пластични калупски калупски калуп од јаја |
|
Материјал производа |
ПП, пластика |
|
Величина производа |
295к295к50мм |
|
Тежина производа |
300грама |
|
Калуп Материјал за шупљину и. Језгро |
P20, 718 |
|
База плијесни |
P20, 718H |
|
Систем убризгавања |
Хладан тркач |
|
Погодна машина за убризгавање |
350T |
|
Величина калупа |
510к510к150мм |
|
Доживот калупа |
Више од 500, 000 ком |
ЗаштоCхрамовитиTo UсеPластEггTРаи?
Пластична ладица за јаје је веома практична посуда за кухиње која има много предности и може нам донети много практичности и практичности.
Прво, пластична јаја су лакша, лакше чисте и мање склоне рђању у поређењу са традиционалним телесним носачима од метала. Када обично користимо металне ладице за јаје, често откривамо да је метални материјал лак за прљав и тешко је чистити. Пластичне ладице за јаје нису само лагане, већ и погодније и ефикасније за употребу. Могу се очистити само једноставним исцрпљењем, смањујући наш радно оптерећење.
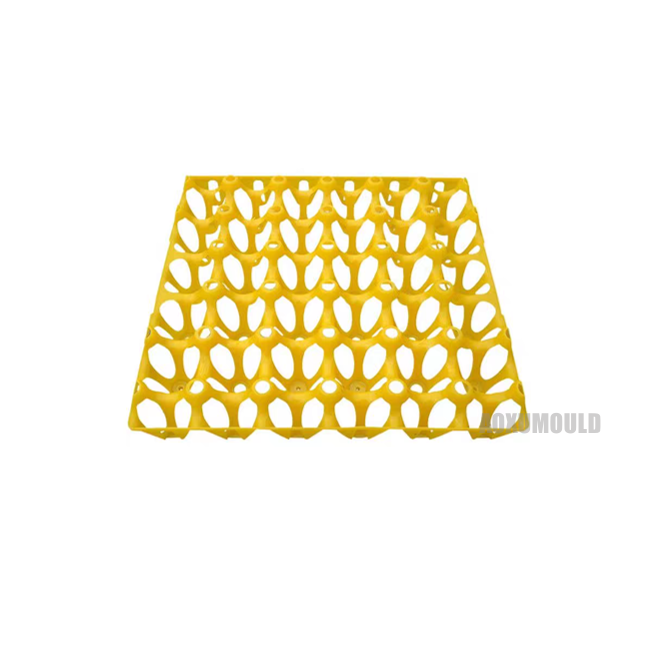
Друго, појава пластичних ладица за јаја је разнолика, са светлим бојама и романим стиловима, што се може ускладити са различитим кухињским украсима како би повећали целокупну лепоту кухиње. Када га користимо, можемо одабрати своје омиљене комбинације боја према личним преференцијама, што додаје осећај забавног и декоративног ефекта.
Још једном, пластичне ладице за јаје имају одређене антиклизне својства, отежавајући јаја да се скидају када се ставе на пладањ, избегавајући сударање јаја и смањење стопе оштећења. Када користите традиционалне носаче од металних јаја, често се сусрећемо са ситуацијама у којима се јаја ударају, узрокујући да растурају и повећавају непотребан отпад. Пластичне ладице за јаје имају одређене антиклизне особине, које могу ефикасно да штите јаја, продужавају време складиштења и смањење прехрамбеног отпада.
Коначно, пластичне ладице за јаја су приступачне и имају дуг животни век, чинећи их економским кухињским приборама. Када купујете кухињске посуде, обично размотримо фактор цена, а пластичне ладице за јаја су јефтини, исплативи, имају дуг радни век, нису лако оштећени и су врло практични предмет домаћинства.
КакоTo Дешавати сетерминTонTипеAисечакPодицијаOf IнискаGјеоFилиPластEггTзрачитиКалуп?

Пластичне ладице за јаје су уобичајена ставка у домаћинству извршена употребом технологије убризгавања током производног процеса. Капија за убризгавање је веома важан део убризгавања, који директно утиче на квалитет ливења и процесуиине ефикасности производа. Испод, детаљно ћу анализирати врсте и положаје капија за убризгавање за пластичне ладице за јаја.
Прво, погледајмо врсте капија за бризгање. За мале производе као што су пластичне ладице за јаја, најчешће коришћене врсте калупа убризгавања су тачке блокирања тачке, бочне капије за блокирање и директна капија. Капија за блокирање тачке је врста капије која се убризгава растаљена пластика у калупну шупљину са једне или више страна производа, погодне за производе са релативно равним површинама. Бочна блокирања капија користи се за убризгавање растопљеног пластике у калупну шупљину са једне стране калупа и погодно је за ситуације у којима је површина производа неравне текстуре. Директна капија за изливање користи се за убризгавање растопљеног пластике директно у калупну шупљину са врха производа, погодан за производе једноставним облицима. Када одаберете врсту капије за убризгавање, потребно је учинити разумни избор на основу дизајна и производних потреба производа.
Даље, разговарајмо о локацији капије за убризгавање. За производе као што су пластичне ладице за јаје, уобичајено је да поставите капије на ивицама производа како би се олакшао улазак пластике у калупну шупљину и испуни цео производ. Истовремено, такође може да смањи појаву мехурића и кратких материјала током процеса убризгавања, обезбеђивање квалитета ливења производа. Приликом одабира положаја убризгавања, потребно је размотрити факторе као што су захтеви производа, потешкоће у обликовању и пост-третману капије, како би на крају одредили најприкладнији положај.
Поред тога, у циљу побољшања квалитета изгледа и ефикасности производње производа, неке оптимизације могу се извршити у дизајну производа и структури калупа. На пример, повећањем броја калупних шупљина постављање игле за избацивање или испушни системи, могу се побољшати тачност и ефикасност производње производа. Истовремено, посебне технологије процеса као што су топлотна технологија и ламинираног ливења такође се могу сматрати даљем побољшањем квалитетне и производне ефикасности производа.
Дизајни за производ &. Калуп

НапредакAррангемент офPластEггTзрачитиIнискаКалуп Pпретворивање у износу
Распоред обраде пластичних калупа за убризгавање и убризгавање јаја требало би да следи систематски процес, у комбинацији са технологијом производње калупа и прекретнице пројекта за планирање. Следеће је оквир за заказивање напретка обраде Акуа калупа.
1. Фаза дизајна (5-10 дана)
Анализа захтева: Разјасните спецификације производа (величина, број рупа, демолдирајући нагиб итд.) И услови за животне калупе.
Дизајн структуре калупа: Попуните дизајн 3Д партије, систем за изливање (тачкасто врата или бочна врата), систем хлађења и механизам за избацивање.
Излаз за цртање: Грести цртежи обраде, цртежи монтаже и цртеже дизајна електрода и потврдите кључне толеранције (као што је ± 0. 05 мм) са купцем.
2 Припрема материјала (3-5 дана)
Основна набавка калупа: Изаберите стандардне базе калупа (као што су ЛКМ стандард) на основу величине калупа или прилагођавање нестандардних основних калупа.
Наручивање челика: пречврсни челик (као што је П20 или 718Х) је изабран за шупљину / језгру, а материјали за високе тврдоће (као што је Х13) користе се за ПИН и клизач избацивања.
Припрема оутсоурцедова делова: Предвидите топли систем тркача и стандардни делови (опруге, водиче Ступци итд.).
3. фаза прераде (15-25 дана)
Груба обрада: ЦНЦ Глодање референтне површине и чепове калупљења, са резервисаним прецизним додатком 0. 2-0. 3 мм.
Топлотни третман: Вакуумска гашење се врши на деловима који захтевају велику тврдоћу (као што је тврдоћа ХРЦ 48-52).
Прецизна обрада:
Прецизно мљевење: Попуните обраду површине шупљине (препоручује се употреба алата за пет оси).
Електрична обрада за пражњење (ЕДМ): Прерада подручја која ЦНЦ не може да поднесу, као што су дубоке утор и оштри углови.
Сечење жица: прецизна обрада рупа као што су рупе за избацивање и уметните слотове.
Површински третман: Полисх шупљине до површине огледала (РА мања или једнака 0. 1 μ м) и по потреби изводити лечење нитризацијом.
4. Скупштина и пуштање у рад (5-7 дани)
Скупштина компоненте: Инсталирајте систем за избацивање и круг воде за хлађење (захтевајући тест притиска 3МПА).
Калуп Фит Тест: Проверите постављање површине партије (јаз мањи или једнак 0. 02 мм) и глаткоће кретања клизача.
Пре прихватање: Обавите празно тестирање калупа у фабрици калупа и снимите кључне димензионалне податке.
5. Претресно обликовање и оптимизација (3-5 дани)
Прво претресно ливење (Т1): Проверите параметре убризгавања (температура материјала, време задржавања) и ефекат демонстрације производа.
Исправка проблема:
Подесите дубину издувног утора (обично 0. 02-0. 03мм).
Оптимизирајте распоред система воде за хлађење да бисте смањили време циклуса.
Поправите проблеме са блицом или скупштином (смањењем притиска убризгавања или модификације величине врата).
Претресни калуп пре производње (Т 2- Т3): Континуирано производи 100-200 калупи да би потврдили стабилност.
ТестПластични калупски калупски калуп од јаја
Пакет &. Достава

Компоненте калупа
Калуп челик

Систем за топли тркач

Стандардни делови

Постављана питања
Повратне информације купаца






